
Нестандартизированный фильтр для АЭС, механический.

Описание
1 Наименование, назначение и область применения

1.7 Настоящее техническое задание предназначено для руководства при изготовлении, контроле (испытаниях) и приемке оборудования и имеет статус технических условий. Технические условия не разрабатываются.
1.8 Данное оборудование относится к оборудованию единичного производства.
1.9 В настоящем техническом задании изложены все требования к станционным системам со стороны комплекса, монтажа (демонтажа), настройки оборудования во время ремонтных работ. Данные требования являются исчерпывающими и дополнительных или противоречивых требований к станционным системам в других документах не предъявляется.
1.10 Фильтр механический предназначен для фильтрации и очистки воды, а также защита трубопровода от частиц песка, скопления отложений, нерастворимых частиц и других примесей.
4 Стадии и этапы разработки
4.1 Разработка технической документации предусматривается в две стадии:
- разработка Технического задания;
- разработка рабочей конструкторской документации (далее РКД).
4.1.1 Стадия «разработка Технического задания» предусматривает следующие этапы разработки: разработка, согласование и утверждение Технического задания.
Принципиальные габаритные чертежи, согласованные в составе ТЗ служат исходными данными для проектирования и основанием для разработки РКД.
4.2 Стадия «разработка рабочей конструкторской документации» предусматривает следующие этапы разработки: разработка и согласование РКД. После изготовления и испытаний головного образца, при необходимости, производится корректировка РКД.
5 Технические требования
5.1 Общие сведения
5.1.1 Конструкция и внешнее оформление фильтра механического должны обеспечивать:
- возможность сборки-разборки при помощи стандартного инструмента без применения специальных инструментов;
- возможность проведения эксплуатационных проверок (осмотра мест закрепления труб, контроля сварных швов), технического обслуживания и капитального ремонта с полной разборкой без применения сварки подводящих трубопроводов и оборудования;
- возможность эксплуатации на горизонтальном и вертикальном трубопроводе;
- выем фильтрующего элемента в нижней части корпуса;
- требуемую глубину фильтрации рабочей среды;
- проведение гидравлических испытаний, свободный слив и полное опорожнение;
- отсутствие воздушных карманов;
- опорожнение фильтра механического через пробку в нижней части фильтра;
- отсутствие мест, способствующих накоплению загрязнений (например, глубоких впадин, доступ к которым не обеспечивается при выеме фильтрующего элемента);
- свободный доступ к разъемным соединениям;
- работоспособность при длительной эксплуатации в системе со следующими рабочими средами:
Обессоленная вода:
-удельная электрическая проводимость не более 0,5мкСм/см;
-показатель концентрации водородный показатель, pH- 5,5-8,0;
- концентрация хлоридов – иона, не более 0,005 мг/дм³;
-концентрация кремневой кислоты, не более 0, 015 мг/дм³;
-концентрация общего органического углерода, не более 0, 1 мг/дм³;
Техническая вода:
- общее солесодержание 800 мг/л;
- показатель концентрации водородный показатель, РН 6,5-8,5;
-жесткость общая, не более 7,5мг-экв/л;
-жесткость карбонатная, не более 2,5мг-экв/л;
- массовая концентрация хлоридов, не более 150 мг/л;
- массовая концентрация сульфатов, не более 500 мг/л;
- массовая концентрация нитратов, не более 15 мг/л;
- массовая концентрация фосфатов, не более 4 мг/л;
- окисляемость, не более 20 мг О2/л;
- взвешенные вещества, не более 50 мг/л.
5.1.2 Конструкция фильтра должна состоять из следующих основных элементов:
- корпус фильтра;
- фильтрующий элемент;
- крышка;
- прокладка для крышки;
- крепежных элементов;
- комплект монтажных частей (в составе ответных фланцев, прокладок и крепежа).
5.1.3 Крышка/заглушка фильтра механического должна открываться/закрываться без применения грузоподъемных средств и требовать усилия человека не более 200 Н.
5.1.4 Фланцевое соединение крышки/заглушки фильтра механического должно обеспечивать герметичность. Течь не допускается.
5.1.5 Не допускается увеличение массы оборудования, указанной в таблице 2, на значение, превышающее 10 %.
5.1.6 Конструкция фильтра механического должна обеспечивать выемку и механическую очистку фильтрующего элемента без отсоединения корпуса от трубопровода. Обслуживание фильтра для очистки выемного элемента производиться без демонтажа корпуса фильтра, без разбалчивания фланцевого соединения, путем съёма крышки/заглушки извлекая фильтрующий элемент. Предварительно слив воду через заглушку.
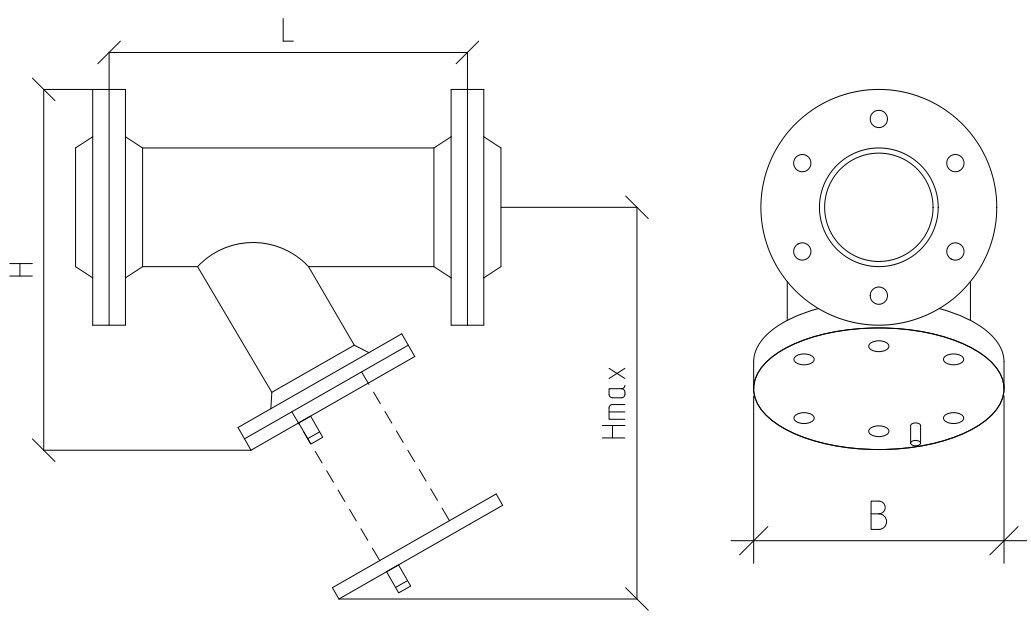
5.1.7 Габаритные размеры, диаметр и расположение патрубков для фильтра механического принять в соответствии с рисунком 1 и таблицей 1 ниже.
5.1.8 Фильтрующий элемент должен быть выполнен из коррозионностойкой стали.
5.1.9 Фильтры должны быть выполнены со следующим рейтингом фильтрации в соотвествии с кодировкой:
Таблица 1. – Код KKS фильтров и децимальные номера
|
Наименование |
Децимальный номер |
Код KKS. Блок 1 |
Код KKS. Блок 2 |
Рейтинг фильтрации |
|
Фильтр механический Ду 300 |
ТНРП 7710.001.01 |
11PEB04AT001, 11PEB04AT002, 12PEB04AT001, 12PEB04AT002 |
21PEB04AT001, 21PEB04AT002, 22PEB04AT001, 22PEB04AT002 |
Не более 0,6 мм |
|
Фильтр механический Ду 250 |
ТНРП 7710.001.02 |
11QKB01AT001, 11QKB01AT002, 12QKB01AT001, 12QKB01AT002 |
21QKB01AT001, 21QKB01AT002, 22QKB01AT001, 22QKB01AT002 |
Не более 0,2 мм |
|
Фильтр механический Ду 200 |
ТНРП 7710.001.03 |
11PEB04AT003, 12PEB04AT003 |
21PEB04AT003, 22PEB04AT003 |
Не более 0,3 мм |
|
Фильтр механический Ду 25 |
ТНРП 7710.001.04 |
11QKB05AT001, 12QKB05AT001 |
21QKB05AT001, 22QKB05AT001 |
Не более 0,2 мм |
Таблица 2. - Габаритные размеры фильтров
|
Ду трубопровода в месте установки, мм |
Сортамент присоединяемых трубопроводов |
Диаметр расточки dр, мм |
Материал корпуса фильтра |
Материал трубопровода |
H |
L |
Hmax |
|
300 |
323.9×7.1 |
307.2 |
Ст20 |
Углеродистая сталь (Ст20) |
870 |
880 |
1360 |
|
250 |
273х6.3 |
258.4 |
Ст20 |
Углеродистая сталь (Ст20) |
780 |
790 |
1190 |
|
200 |
219.1×6.3 |
205 |
Ст20 |
Углеродистая сталь (Ст20) |
690 |
700 |
1020 |
|
25 |
33.7x2.6 |
- |
12(08)Х18Н10Т |
Нж. сталь |
260 |
340 |
340 |
Рисунок 1. Габаритные размеры
5.1.10 Оборудование является элементом системы безопасности, совмещающей функции нормальной эксплуатации, важной для безопасности, обеспечивающей:
- класс безопасности 2 по НП-001-15;
- классификационное обозначение 2НО по НП-001-15;
- категория обеспечения качества QA2.
5.1.11 Категории сейсмостойкости - I по НП-031-01.
5.1.12 Группа оборудования – В по НП-089-15.
5.2 Основные характеристики (на чистой воде без загрязнений)
Таблица 3
|
Наименование характеристики |
Фильтр Ду300 |
Фильтр Ду250 |
Фильтр Ду200 |
Фильтр Ду25 |
|
Производительность, м3/ч |
470 |
321 |
214 |
1,5 |
|
Рабочее давление, МПа |
1 |
1 |
1 |
1 |
|
Начальное гидравлическое сопротивление, кПа |
40 |
40 |
50 |
50 |
|
Масса, не более, кг |
379 |
285 |
185 |
21 |
|
Примечание – массогабаритные характеристики и характеристики расхода уточняются на стадии разработки и согласования РКД. Значение максимального перепада давления для осуществления очистки фильтра, определяется на стадии разработки и согласования РКД и указывается в ремонтной документации. |
||||
5.3 Условия эксплуатации
5.3.1 Климатическое исполнение – УХЛ4, тип атмосферы - ΙΙ по ГОСТ 15150-69.
5.3.2 Категория размещения 4 по ГОСТ 15150-69.
5.3.3 Категория помещения по пожаро-взрывоопасности – В1 по СП 12.13130.2009.
5.3.4 Категория помещения по СП АС-03 – ЗСД.
5.3.3 Оборудование эксплуатируется во всех режимах нормальной эксплуатации блока, включая пуск, останов блока, ППР.
5.3.4 Оборудование должно функционировать при нормальных режимах эксплуатации, при нарушении нормальных условий эксплуатации, включая обесточивание, а также в режимах проектных аварий.
5.4 Требования к конструктивному устройству
5.4.1 Оборудование должно соответствовать требованиям п 5.1.1 настоящего ТЗ.

Таблица 4. Условия эксплуатации
|
Параметр |
Значение параметра |
|
Нормальный режим работы |
|
|
Температура, ºС |
от +5 до +40 |
|
Относительная влажность, % |
20+80 |
|
Давление, кПа, |
996,5 |
5.5 Сварка
5.5.1 Основные требования к сварке в соответствии НП-104-18.
5.5.2 Требования по сварке и контролю качества сварных соединений корпуса должны быть изложены в таблице контроля качества сварных соединений ТБ2, а остальных конструкций, не работающих под давлением - в КД.
Элементы оборудования, работающие с радиоактивными средами, в составе конструкции отсутствуют.
5.5.3 Контроль качества сварных соединений корпуса производить в соответствии с НП-105-18.
5.5.4 Сварочные материалы выбирать в соответствии с требованиями НП-089-15 приложение № 1 и № 3 к Сводному перечню документов по стандартизации.
5.5.5 После механической обработки кромок деталей, предназначенных под сварку, должны быть проконтролированы на отсутствие дефектов визуально-измерительным способом.
5.5.6 Форма и размеры сварных швов должны соответствовать требованиям КД.
5.5.7 Исправление наружных и внутренних дефектов производится в соответствии с требованиями КД и внутренними инструкциями завода-изготовителя.
5.5.8 Места, подготовленные к повторной заварке, должны быть приняты ОТК на общих основаниях.
5.5.9 Разделка под сварку для ответных фланцев должна соответствовать С17 по ГОСТ 16037-80. Уточняется на стадии разработки и согласования РКД.
5.6 Требования к маркировке
5.6.1 Сборочные единицы и детали в процессе изготовления маркировать согласно технологии завода-изготовителя.
5.6.2 После изготовления на табличке, закреплённой на корпусе оборудования, нанести на русском языке маркировку со следующими данными:
- наименование или товарный знак предприятия-изготовителя;
- заводской номер;
- год и месяцизготовления
- классификационное обозначение по НП-001-15;
- группа оборудования по НП-089-15;
- категория сейсмостойкости по НП-031-01;
- рабочее давление;
- условный проходной диаметр;
- стрелка-указатель направления потока среды;
- предельная рабочая температура;
- тип рабочей среды;
- код KKS;
-масса.
5.7 Требования к прочности
5.7.1 Корпус оборудования должен сохранять прочность и работоспособность во время и после прохождения сейсмического воздействия интенсивностью до МРЗ включительно, воздействия воздушной ударной волны (ВУВ) на ограждающие строительные конструкции.
5.7.2 Оборудование 1 категории сейсмостойкости по НП-031-01 должно быть спроектировано с учетом сейсмического воздействия, превышающего МРЗ на 40% (1,4 МРЗ).
5.7.3 Расчетный анализ для воздействия 1,4 МРЗ может проводиться на основе реалистических (неконсервативных) подходов.
5.7.4 Для расчётов принять МР3З - 7 баллов по шкале МSК-64, ПЗ - 6 баллов по шкале МSК-64.
5.7.5 Нагрузки от трубопроводов и внешних воздействий, включая сейсмические, на патрубки и штуцеры оборудования в соответствии с Приложением №8 таблица 5 и таблица 8 к НП-068-05 «Трубопроводная арматура для атомных станций.
5.7.6 Сейсмостойкость корпуса оборудования должна быть подтверждена расчётом.
5.8 Требования к надёжности
5.8.1 Срок службы корпусных изделий - не менее 60 лет
5.8.2 Срок службы до капитального ремонта не менее 8 лет.
5.8.3 Время восстановления работоспособного состояния 24 часов.
5.8.4 Вероятность безотказной работы - 0,95 за 7000 часов.
5.8.5 Требования надёжности конструкции и соответствия условиям эксплуатации обеспечиваются:
– применёнными конструктивными решениями при проектировании изделия;
– применением материалов при изготовлении изделия, отвечающих требованиям «Правил оценки соответствия оборудования, комплектующих, материалов и полуфабрикатов, поставляемых на объекты использования атомной энергии»;
– применением сварочных материалов, рекомендуемых Приложение № 1 и № 3 к Сводному перечню документов по стандартизации;
– расчётным обоснованием работоспособности изделия, в части прочности, выполненным по ПНАЭ Г-7-002-86.
Показатели надёжности – назначаемые, обеспечиваются выбором материалов и комплектующих, применяемых в аналогичном оборудовании, работающем в аналогичных условиях.
5.8.65.8.6 Критерием отказа оборудования следует считать состояние, при котором она полностью или частично теряет способность выполнять свои функции:
– нарушение герметичности;
5.8.7 Критериями предельного состоянием оборудования являются:
– отказ одного или нескольких элементов оборудования, восстановление или замена которых на месте эксплуатации не предусмотрена эксплуатационной документацией и должна выполняться в ремонтных органах;
– изменение основных показателей пропускной способности фильтрующего элемента;
5.8.8 Оборудование в течение всего срока службы должно обеспечивать надёжную и безопасную эксплуатацию при параметрах, приведённых в пунктах 5.3, 5.4.
5.9 Требования к безопасности
5.9.1 Конструкция оборудования и качество его изготовления должны обеспечивать безопасность персонала при работах по монтажу, испытаниям, обслуживанию и ремонту.
Общие требования безопасности принять в соответствии с ГОСТ 12.2.003-91.
5.9.2 Обслуживание оборудования должно производиться в соответствии с требованиями инструкции по эксплуатации и ремонту, разработанной эксплуатирующей организацией с учётом РКД.
5.9.3 Элементы оборудования с температурой наружной поверхности выше 45 °С подлежат тепловой изоляции. Разработка РКД по тепловой изоляции выполняется по отдельному проекту. Теплоизоляция устанавливается во время монтажа системы и в комплект поставки не входит.
5.10 Требования к материалам
5.10.1 Для изготовления сеток фильтрующих использовать основной конструкционный материал – сталь - 12(08)Х18Н10Т.
5.10.2 Основной конструкционный материал корпуса и фланцев указан в таблице 2.
5.10.3 Методы, виды и объёмы контроля должны соответствовать РКД, а также следующим документам:
- таблицам контроля качества;
- «Перечню продукции, подлежащей верификации (входному контролю)», разработанному на основании ГОСТ 24297;
5.10.4 Все материалы, применяемые при изготовлении оборудования, должны сопровождаться сертификатами заводов-поставщиков, подтверждающими соответствие их требованиям государственных стандартов и технических условий на поставку этих материалов, полуфабрикатов и комплектующих изделий.
5.10.5 Марки сварочных материалов должны соответствовать требованиям РКД.
5.11 Требования к изготовлению
5.11.1 В ходе конструирования и изготовления оборудования должны выполняться требования по менеджменту качества, выставляемые Заказчиком в соответствующих договорах поставки. Объем требований по системе менеджмента качества должен основываться на дифференцированном подходе к обеспечению качества в соответствии с классом безопасности оборудования и категорией обеспечения качества.
5.11.2 Оборудование должно изготавливаться в соответствии с производственно-технологической документацией, разработанной предприятием-изготовителем с учётом требований настоящего ТЗ и КД на предприятии, располагающем квалифицированными кадрами, технологическими и контрольными службами, необходимыми техническими средствами и помещениями для изготовления деталей и оборудования из нержавеющей стали, обеспечивающие достижение заданного качества продукции.
5.11.3 Геометрические размеры, включая габаритные и присоединительные, допуски формы и расположения поверхностей должны быть в пределах установленных допусков на изготовление.
5.11.4 Обработанные поверхности деталей не должны иметь заусенцев, задиров, забоин, вмятин и других дефектов.
5.11.5 Радиусы перехода одной поверхности в другую, если они не оговорены РКД, допускается выполнять равными радиусу инструмента.
5.11.6 Сборка оборудования должна обеспечить нормальную работу всех его частей в процессе эксплуатации.
5.11.7 Нa сборку должны поступать детали, прошедшие приёмку и имеющие клеймо ОТК или документ, удостоверяющий их качество.
5.11.8 Перед сборкой все поверхности деталей должны быть тщательно очищены от грязи и обезжирены.
5.11.9 В процессе сборки должен быть обеспечен постоянный контроль ОТК ведения технологического процесса, так и качества сборки.
5.11.10 Межоперационное хранение и транспортирование деталей, сборочных единиц должно обеспечивать их сохранность от коррозии, механических повреждений, а также сохранение геометрических их форм и размеров.
5.12 Требования к КИП и А
5.12.1 Не предъявляются.
5.13 Требования к ремонтопригодности
5.13.1 Общие требования к оборудованию в части ремонтопригодности должны соответствовать требованиям ГОСТ 23660-79. Конструкция оборудования должна обеспечивать возможность проведения ремонта с заменой, при необходимости, отдельных узлов и деталей в период проведения технического обслуживания оборудования АЭС в условиях эксплуатации, но не менее чем через 18 месяцев эксплуатации.
Оборудование должно быть ремонтопригодным в части элементов корпусного оборудования.
Нормы времени должны быть выбраны разработчиком оборудования в соответствии с документом «Типовые отраслевые нормы времени, элементные сметные нормы на работы по техническому обслуживанию. ремонту и наладке систем и оборудования атомных станций ОЭСН-2013».
Плановому освидетельствованию оборудование подвергается только в период ППР.
Также фильтры должны соответствовать следующим требованиям:
- нагрузка от составных частей на перекрытие при раскладке во время ремонта. Для крышки не более 30 кг, для фильтрующего элемента не более 25 кг;
- массогабаритные характеристики согласно таблицы 2 и таблицы 3;
- габариты выемного оборудования уточняются на стадии разработки и согласования РКД;
- дополнительных приспособлений, требований к станционным системам, требований к мастерским не предъявляется.
Настоящие требования к ремонтопригодности включают в себя все требования со стороны устройства, монтажа (демонтажа), настройки оборудования во время ремонтных работ, являются исчерпывающими.
Дополнительные и противоречивые требования к станционным системам в других документах не предъявляются.
5.14 Требования к электропитанию
5.14.1 Не предъявляются
6 Методы контроля и испытаний
6.1 Общие положения
6.1.1 Изготовленные комплектующие детали и сборки оборудования должны быть проверены и приняты ОТК предприятия-изготовителя на соответствие требованиям РКД, настоящего ТЗ. Контроль изготовления, испытаний и приемки продукции производится ОТК предприятия-изготовителя в соответствии с требованиями документации системы обеспечения качества, действующей на предприятии. Оценка соответствия в форме испытаний и приёмки осуществляется специализированной организацией и представителями Заказчика в соответствии с требованиями НП-071.
6.1.2 В соответствии с требованиями НП-071-18 фильтры подлежат следующим видам оценки соответствия:
- В форме экспертизы технической документации по ГОСТ Р 50.03.01-2017 "Оценка соответствия в форме экспертизы технической документации".
- В форме приемки и испытаний. Осуществляет специализированная организация в соответствии с требованиями: НП-071-18, ГОСТ Р 15.301-2016, ГОСТ Р 50.06.01-2017 «Оценка соответствия продукции в форме приемки. Порядок проведения» и РД ЭО 1.1.2.01.0713-2019.
- В форме решения о применении импортной продукции на объекте использования атомной энергии в соответствии с ГОСТ Р 50.07.01-2017 «Оценка соответствия в форме решения о применении импортной продукции на объекте использования атомной энергии. Процедура принятия решения»
6.1.3 В процессе изготовления и приемки деталей и сборок на предприятии-изготовителе должны осуществляться следующие виды контроля:
– входной контроль комплектующих и материалов;
– приёмочные испытания головного образца;
– приёмо-сдаточные испытания.
6.2 Объём испытаний приведён в таблице 4.
Таблица 5
|
Наименование контроля (проверок) |
Объём испытаний |
|
|
|
Приёмочные |
Приёмо-сдаточные |
|
Контроль внешнего вида |
+ |
+ |
|
Контроль габаритных и присоединительных размеров |
+ |
+ |
|
Контроль качества сварных соединений |
+ |
- |
|
Контроль технических характеристик |
+ |
- |
|
Проверка прочности и плотности |
+ |
- |
|
Контроль герметичности |
+ |
- |
|
Контроль маркировки |
+ |
+ |
|
Контроль консервации и упаковки |
+ |
+ |
|
Контроль комплектности |
+ |
+ |
|
Примечание - Окончательные объемы, методы и виды испытаний будут установлены в программах и методиках приемочных и приемо-сдаточных испытаний |
||
6.3 Контроль при изготовлении выполняется следующим образом:
6.3.1 Входной контроль материалов, полуфабрикатов и комплектующих проводят в соответствии с требованиями стандартов, инструкций, производственно-технологической документацией и ТБ1.
6.3.2 Контроль качества подготовки деталей под сварку проводят по РКД и ПТД.
6.3.3 Контроль качества сварных соединений выполняется по ПТД, по таблице контроля качества ТБ2 и требованиям РКД.
6.3.4 Проверка размеров после сборки выполняется измерительным инструментом согласно ГОСТ Р 50.05.08-2018.
6.3.5 Контроль технических характеристик проводится расчетным или экспериментальным методом согласно ПМ и требованиям РКД.
6.3.6 Проверка герметичности корпуса оборудования на предприятии-изготовителе проводится по программе и методике испытаний. Корпус оборудования испытать пробным избыточным давлением. Падение давления не более 10% в течение 30 минут.
6.3.7 Проверка маркировки изделия проводится визуальным контролем на наличие и полноту сведений согласно настоящего ТЗ.
6.3.8 Контроль комплектности проводится путём проверки наличия сборочных единиц, деталей, включая монтажные и запасные части, технической документации по количеству и номенклатуре в соответствии с требованиями КД и ТЗ.
6.3.9 Контроль упаковки проводится визуально на соответствие способов упаковки и крепления изделия требованиям ТЗ и договора.
6.4 Выявленные в процессе изготовления отступления от требований РКД и ПТД подлежат оформлению в соответствии с ПОР 1.1.3.19.1870-2021 «Управление несоответствиями при изготовлении и входном контроле продукции для атомных станций. Порядок».
6.5. Приёмо-сдаточные испытания изделий (кроме головного образца) должны быть проведены в соответствии с ГОСТ 15.309-98.
6.6 Головной образец фильтра после приемочных испытаний подлежит реализации Заказчику по решению приемочной комиссии.
6.7 Методы контроля и испытаний» дополнить требованием: «Необходимость/отсутствие необходимости проведения оценки соответствия в форме приемки материалов, полуфабрикатов и комплектующих изделий определены в «Сведениях о продукции для российских АС, подлежащей оценке соответствия в форме приемки».
7 Упаковка, транспортировка и хранение
7.1 Консервация, упаковка и транспортирование оборудования должны проводиться в соответствии с РКД, ГОСТ 9.014-78, ГОСТ 15150-69 и ГОСТ 23170-78.
Консервация оборудования должна быть выполнена по инструкции завода-изготовителя в соответствии с условиями транспортирования и хранения. Варианты временной противокоррозионной защиты и методы консервации должны быть указаны в РКД.
7.2 Оборудование должно быть упаковано для защиты от воздействия внешних условий, таких как дождевая вода, пыль и т.п., условия транспортирования и хранения оборудования в части воздействия климатических факторов внешней среды - 8 (ОЖ 1) климат умеренный, тип атмосферы промышленный (ΙI) по ГОСТ 15150-69.
Габариты упаковок фильтров должны обеспечивать их погрузку и перевозку ж/д, морским и автомобильным транспортом.
7.3 На период транспортировки и хранения оборудование должна быть законсервирована, все отверстия должны быть закрыты заглушками.
7.4 Погрузочно-разгрузочные работы при транспортировании и монтаже должны выполняться в соответствии с требованиями ГОСТ 12.3.009-76.
При выполнении погрузочно-разгрузочных операций удары и резкие толчки, которые могут привести к повреждению оборудования, не допускаются.
7.5 Периодически, но не реже одного раза в шесть месяцев, потребитель обязан
контролировать состояние упаковки (на предмет повреждений) и при необходимости её восстанавливать. При повреждении упаковки проконтролировать состояние оборудования и его консервации. При необходимости консервацию восстановить согласно инструкции по консервации (расконсервации), транспортировке, хранению.
7.6 Условия хранения должны обеспечить сохранность оборудования, исключать возможность механических повреждений, коррозионных воздействий, а также затопления водой и загрязнение оборудования.
8 Гарантии изготовителя
8.1 Гарантийный срок хранения оборудования – 24 месяца с момента отгрузки оборудования, за счет качества консервации и упаковки, при условии ежегодного обследования консервации и упаковки.
8.2 Гарантийный срок эксплуатации оборудования – 24 месяца с даты ввода оборудования в эксплуатацию.
9 Ввод в эксплуатацию
9.1 По окончании монтажа на АЭС, оборудование подлежит испытаниям в объёме пуско-наладочных работ по программе и методике, разработанными заказчиком на основании технических требований системы с учётом руководства по эксплуатации оборудования. За выполнение испытаний несёт ответственность заказчик.
9.2 Эксплуатация оборудования должна осуществляться в соответствии с эксплуатационными документами АЭС, разработанными с учётом руководства по эксплуатации.
10 Комплект поставки
10.1 В комплект поставки одной единицы оборудования входят:
– оборудование в сборе согласно спецификации на изделие;
- комплект ЗИП (одной штуке прокладок каждого типоразмера);
- комплект обратных фланцев по ГОСТ 33259 тип 11 ряд 2 с крепежом и прокладками;
- техническая документация.
10.2 Состав комплекта технической документации включает в себя:
- сборочный чертёж со спецификацией;
- чертежи деталей из комплекта ЗИП;
- руководство по эксплуатации (должно содержать сведения по техническому обслуживанию, текущему ремонту, монтажу изделия);
- техническую документацию на комплектующие изделия, входящие в состав оборудования;
- таблица контроля качества (ТБ1);
- таблица контроля качества (ТБ2);
- комплект ЗИП;
- копии сертификатов на основные материалы;
- расчёт прочности (должен содержать раздел расчёта на сейсмические воздействия или выписка из расчёта);
- инструкция по консервации, хранению, транспортированию и расконсервации (если она не входит в состав руководства по эксплуатации);
- паспорт;
- план качества с записями о прохождении контрольных точек;
- комплект ремонтной документации, в соответствии с приказом № 9/01/1200-П от 30.07.2021 АО «Концерн Росэнергоатом»;
- перечень несоответствий и копии отчётов о несоответствии (при наличии);
- решение о применении (при применении импортных материалов, полуфабрикатов и комплектующих изделий);
- товаросопроводительная документация.
11 Требования к метрологическому обеспечению
11.1 Не предъявляются
12 Принятые сокращения
|
АЭС |
Атомная электрическая станция |
|
ГМО |
Головная материаловедческая организация |
|
ТЗ |
Техническое задание |
|
РКД |
Рабочая конструкторская документация |
|
ИТТ |
Исходные технические требования |
|
KKS |
Kraftwerk Kennzeihen System |
|
ППР |
Планово-предупредительный ремонт |
|
ЗИП |
Запасные инструменты и принадлежности |
|
ОТК |
Отдел технического контроля |
ПРИЛОЖЕНИЕ А
Перечень нормативных ссылочных документов
Таблица А.1
|
Обозначение документа |
Название документа |
|
НП-001-15 |
Общие положения обеспечения безопасности атомных станций |
|
НП-031-01 |
Нормы проектирования сейсмостойких атомных станций |
|
НП-068-05 |
Трубопроводная арматура для атомных станций. Общие технические требования |
|
НП 071-18 |
Правила оценки соответствия продукции, для которой устанавливаются требования, связанные с обеспечением безопасности в области использования атомной энергии, а также процессов ее проектирования (включая изыскания), производства, строительства, монтажа, наладки, эксплуатации, хранения, перевозки, реализации, утилизации и захоронения |
|
НП 089-15 |
Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок |
|
НП 104-18 |
Сварка и наплавка оборудования и трубопроводов атомных энергетических установок |
|
НП 105-18 |
Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля |
|
ГОСТ 2.102-68 |
Виды и комплектность конструкторских документов (с Изм. №1-8) |
|
ГОСТ 2.103-68 |
Стадии разработки (с Изм. № 1,2) |
|
ГОСТ 2.314-68 |
Указания на чертежах о маркировании и клеймении изделий |
|
ГОСТ 2.601-2006 |
Эксплуатационные документы |
|
ГОСТ 2.602-95 |
Ремонтные документы (с Изм. № 1,2) |
|
ГОСТ 9.014-78 |
Временная противокоррозионная защита изделий. Общие технические требования |
|
ГОСТ 12.1.003-83 |
Шум. Общие требования безопасности |
|
ГОСТ 12.1.012-2004 |
ССБТ. Вибрационная безопасность |
|
ГОСТ 12.1.004-91 |
ССБТ. Пожарная безопасность. Общие требования Безопасности |
|
ГОСТ 12.2.003-91 |
ССБТ. Оборудование производственное. Общие требования безопасности |
|
ГОСТ Р 15.301-2016 |
Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство |
|
ГОСТ 15.309-98 |
Система разработки и постановки продукции на производство. Испытания и приёмка выпускаемой продукции. Основные положения |
|
ГОСТ 27.003-90 |
Надёжность в технике. Состав и общие правила задания требований надёжности |
|
Продолжение таблицы А.1 |
||
|
ГОСТ 14192-96 |
Маркировка грузов |
|
|
ГОСТ 15150-69 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
|
ГОСТ 23170-78 |
Упаковка для изделий машиностроения |
|
|
ГОСТ 23660-79 |
Система технического обслуживания и ремонта техники. Обеспечение ремонтопригодности при разработке изделий |
|
|
ГОСТ 24297-87 |
Входной контроль продукции |
|
|
ГОСТ 26291-84 |
Надёжность атомных станций и их оборудования |
|
|
ГОСТ 5632-2014 |
Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки |
|
|
ГОСТ Р 50.05.08-2018 |
Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Унифицированные методики. Визуальный и измерительный контроль |
|
|
ГОСТ Р 50.07.01-2018 |
Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме решения о применении импортной продукции на объекте использования атомной энергии. Процедура принятия решения |
|
|
ГОСТ Р 51102-97 |
Покрытия полимерные защитные дезактивируемые . общие технические требования |
|
|
ГОСТ Р 51474-99 |
Упаковка. Маркировка, указывающая на способ обращения с грузами |
|
|
ГОСТ Р 51908-2002 |
Общие требования к машинам, приборам и другим техническим изделиям в части условий хранения и транспортирования |
|
|
ГОСТ Р 53480-2009 |
Надёжность в технике. Термины и определения |
|
|
ОСТ 108.004.10-86 |
Программа контроля качества изделий атомной энергетики в производстве оборудования и трубопроводов АЭС (с Изм.№12) |
|
|
ПНАЭ Г-7-002-86 |
Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок |
|
|
РД 210.006-90 |
Правила технологического проектирования атомных станций (с реакторами ВВЭР) (п.5.3 СППНАЭ-87) |
|
|
СП 12.13130.2009 |
Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности. Свод правил |
|
|
СП АС-03 |
Санитарные правила проектирования и эксплуатации атомных станций |
|
|
Приказ № 9/01/1200-П от 30.07.2021 АО «Концерн Росэнергоатом» |
О комплектовании поставляемого на АЭС оборудования технической документацией для технического обслуживания и ремонта. |
|